
Bovenfrezen
De standaard-bovenfrezen zijn afkomstig van CMT, het snelst groeiende merk van dit moment. Topkwaliteit in combinatie met een scherp prijsniveau, dat zijn de kenmerken van CMT. De frezen worden geleverd in een hardplastic opbergbox en zijn standaard voorzien van:
- een ‘fatigue-proof’ stalen freeslichaam;
- micrograin hardmetalen sneden;
- een met hoge precisie geslepen kolf D6, D8, D10 of D12 mm
- een keiharde unieke oranje anti-aankoek-coating;
- een veilig spaanbegrensd freeslichaam;
- scherend geplaatste sneden waar mogelijk.
Een greep uit het assortiment bovenfrezen
CMT groeffrezen

Vlijmscherpe micrograin sneden in een Fatigue-proof-stalen body: met de CMT groeffrezen verricht u de zwaarste freeswerkzaamheden. Verkrijgbaar in diameters van 2 tot 35 mm.
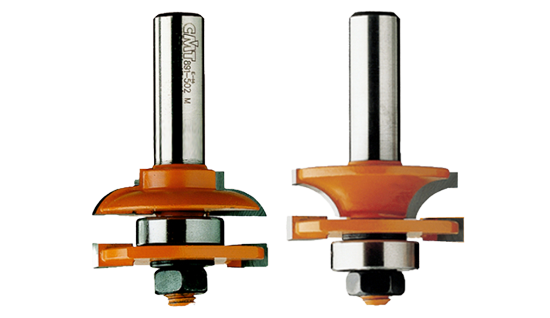
CMT sponning- en kantenfrezen

Precisie-kantenfrezen van CMT zijn in vele uitvoeringen verkrijgbaar: in grote en kleine diameters, korte en lange snijlengtes, met 5 verschillende schachtdiameters. Voor iedere klus: affrezen, afschuinen, afronden en profileren.
Dankzij de micrograin hardmetaal sneden en de precisielagers is een perfect gladde afwerking gegarandeerd.
CMT profielfrezen
Naast de groeffrezen en de kantenfrezen produceert CMT honderden verschillende profielfrezen. Daaronder zijn natuurlijk ook typen met een geleidelager.
Een greep uit het assortiment: afrondfrezen, duivejagerfrezen, halfrondfrezen, kraalprofielfrezen, lijstenfrezen, handgreepfrezen, leuningfrezen, verstekverlijmfrezen etc. etc. Teveel om op te noemen!
CMT spiraal- en schrobfrezen

De massief hardmetalen spiraal- en schrobfrezen kunnen worden gebruikt op zowel CNC-machines als handbovenfreesmachines. Door de gespiraliseerde snijkanten kan met grotere doorvoersnelheden worden gewerkt en zal een perfect glad freesresultaat worden bereikt.
CMT composietenfrezen
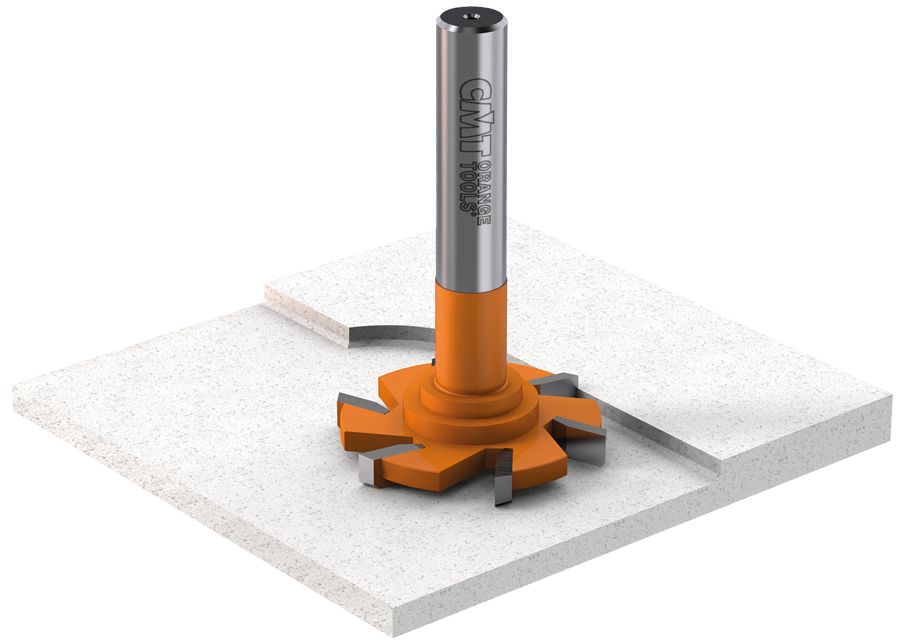
Deze frezen zijn speciaal ontworpen voor het bewerken van solid surface-materialen (composieten en volkern zoals Corian) en worden vaak toegepast bij aanrechtbladen, badkamers en dergelijke.
CMT wisselmesbovenfrezen

Gemak dient de mens. Niet meer laten slijpen, maar eenvoudigweg direct zelf de messen verwisselen. CMT biedt een populaire serie wisselmes groef-, sponning-, afschuin- en afrondbovenfrezen, die verrassend scherp geprijsd zijn.
Bovenfrezen met wisselmessen hebben als voordeel dat ze een bijna oneindige levensduur hebben. In plaats van een aantal keer slijpen en dan weggooien, vervangt u simpelweg de messen. In veel gevallen kunt u deze (standaard)messen eerst nog draaien en hergebruiken voordat ze vervangen moeten worden: 180° voor langwerpige messen of 90° voor vierkante messen. Dit soort messen wordt daardoor ook wel keermessen genoemd.
Diamant bovenfrezen

Diamond point (DP) bovenfrezen hebben snijkanten van gesinterd diamant. Dit zorgt voor een veel langere standtijd tijdens het frezen van hardere houtsoorten en op hout gebaseerde abrasieve materialen. Grotere frezen kunnen ook toegepast worden op composieten, volkern, HPL, MDF en dergelijke.
Omdat ze een relatief hoge snijdruk hebben en een gelijkmatige voeding nodig hebben, zijn Diamant bovenfrezen vooral geschikt voor gebruik in CNC-machines.
CMT Frezensets

Zeer geliefd zijn de CMT-frezensets, verpakt in fraaie en praktische houten of oranje plastic koffers. Alles wat u nodig heeft direct bij de hand!
De productie van ’s werelds beste HW bovenfrezen
Wereldwijd is CMT beroemd en bewierookt om haar topkwaliteit bovenfrezen, die de Italiaanse fabrikant al ruim 60 jaar met vakmanschap, bezieling en liefde voor het vak produceert. Door de voortschrijdende technologische ontwikkelingen zijn de productiemethoden van CMT in de loop van de tijd aanzienlijk gewijzigd en verbeterd. De productiefaciliteiten zijn in de voorbije jaren ingrijpend gemoderniseerd en vertegenwoordigen nu de meest geavanceerde technologie die beschikbaar is op de markt. Met dezelfde geestdrift als voorheen vervaardigen de goed opgeleide vakmensen van CMT nog steeds de allerbeste bovenfrezen!

De beste grondstoffen
Kwaliteit begint met kwaliteit. CMT gebruikt alleen de beste grondstoffen om de beste bovenfrezen ter wereld te produceren: staal uit Zwitserland en hardmetaal uit Luxemburg.

Fatigue-Proof® staal
Voor de kolven en freeslichamen van alle bovenfrezen wordt gebruik gemaakt van massieve staven Fatigue-Proof®-staal, geproduceerd in Luzern, Zwitserland. De staalstaven worden onder hoge temperaturen op een gepatenteerde wijze geëxtrudeerd, waardoor unieke materiaaleigenschappen ontstaan. Niet alleen is het staal van superieure sterkte, het is door de hoogwaardige uniformiteit extreem bestand tegen metaalmoeheid, vervorming en slijtage.
Zeer hoogwaardig hardmetaal
De snij-eigenschappen van houtbewerkingsgereedschappen worden voor een groot deel bepaald door de hardmetalen sneden. Die moeten niet alleen hard zijn, maar ook bestand zijn tegen breuk. CMT gebruikt het beste van het beste: Premium-Grade hardmetaal uit Luxemburg. Dit metaal kenmerkt zich door de zeer homogene fijnkorrelige samenstelling: dit voorkomt het uitbreken van de snijkanten en garandeert lange standtijden.
Geometrie en design
Anti-terugslag design
Tijdens het frezen bestaat het gevaar van happen en terugslag. CMT bovenfrezen (vanaf een diameter van 19mm) hebben een freeslichaam met een zogenaamde ronde rug, die fungeert als terugslagbeveiliging en spaanbegrenzer.
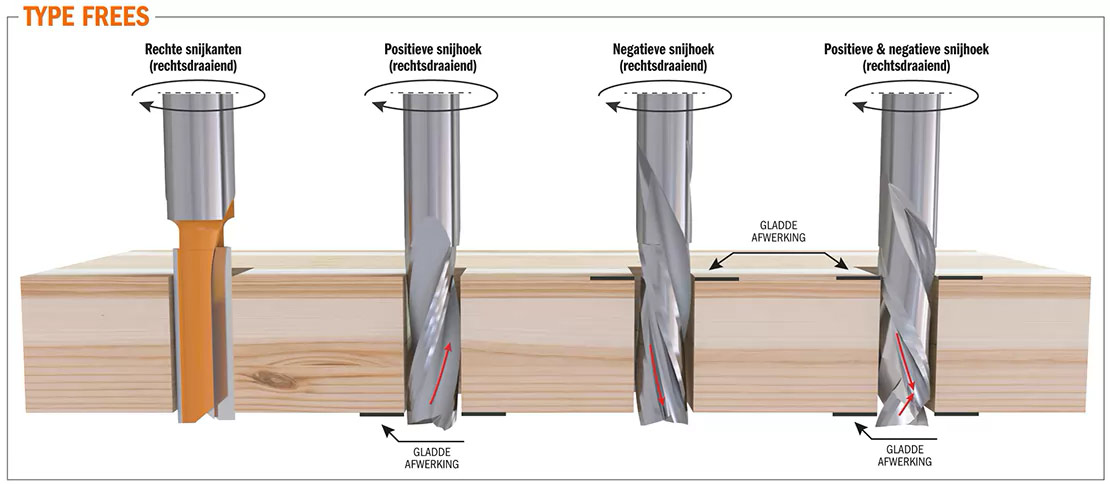
Scherende sneden
Al naar gelang de toepassing worden de CMT-frezen voorzien van rechte sneden, positief scherende sneden of negatief scherende sneden. De gekozen hoek bepaalt de verdeling van de snijdruk, de afvoer van de spanen en de mate van splintering. Over het algemeen geven frezen met scherende sneden een beter resultaat omdat het schuine mes constant in contact is met het te bewerken materiaal, waardoor een zuiverder freesbeeld ontstaat. Een negatief scherende snede geeft het beste resultaat bij de bewerking van beplakte plaatmaterialen.
Spaanhoek
De spaanhoek is de hoek die het snijvlak maakt richting het midden van de frees. De hoek bepaalt hoe het snijvlak het te bewerken materiaal raakt. Het doel is een schone, zuivere snede te maken zonder splinteren en te zorgen voor een goede afvoer van het afval.
Vrijloop
De vrijloop is de ruimte tussen de snijkant en het freeslichaam (achter de snijkant). De snijdiameter is groter dan de bodydiameter, zodat het freeslichaam het te bewerken materiaal niet raakt. Via de vrijloop wordt het afval afgevoerd en wordt “branden” van de frees voorkomen.
Het productieproces
Nieuwe orders worden geheel elektronisch van de verkoopafdeling doorgesluisd naar de productie-afdelingen. Achtereenvolgend worden verschillende productiestadia doorlopen: draaien, frezen, solderen, profileren en tenslotte scherpslijpen.
Draaien en frezen
Alle CMT-frezen worden gedraaid uit massieve staven staal. Het draaien geschiedt op de modernste Zwitserse en Japanse CNC-draaibanken, die bijvoorbeeld ook gebruikt worden bij de productie van Seiko horloges en Toyota auto’s. Tijdens het draaien worden de kogellagerzitting, het freeslichaam en de kolf gemaakt. De centergaten in de lagerzitting en onderin de kolf worden tijdens het gehele verdere productieproces benut, zodat een perfect uitgebalanceerd stuk gereedschap ontstaat.
Na het draaien worden de spaanruimtes en de zittingen voor de hardmetalen messen in het freeslichaam aangebracht door automatische CNC-frezen.
Lassen en solderen

Tijdens het solderen worden het freeslichaam en het hardmetalen mes verhit tot 680°C. CMT maakt gebruik van zowel het solderen met open vlam als de inductiemethode. Na beide soldeermethodes verdwijnen de halffabricaten in een oven waar de frees van interne spanning wordt ontdaan door het gelijkmatig verlagen van de temperatuur.
Deze extra stap in het productieproces beschermt de las, de samenstelling van het hardmetaal en daarmee de veiligheid van de eindgebruiker.
PTFE coating
CMT-frezen onderscheiden zich door de oranje PTFE anti-aankoeklaag, zoals die ook wordt aangebracht op pannen en wokken. Hars en stof krijgen zo geen kans zich te hechten aan frees of boor.
Doordat de PTFE-coating onder hoge temperaturen op de gereedschappen gebakken wordt, ontstaat een keiharde beschermlaag.
Slijpen en scherpen

Met behulp van diamantslijpschijven op CNC-slijpmachines worden de kogellagerzitting, de messen en de kolf uitgebalanceerd en perfect geslepen. De kolf klemt dankzij de finish van 0.8μ/mm perfect in de spantangen van houtbewerkingsmachines.
De hardmetalen snijkanten worden vervolgens op 8-assige CNC-slijpmachines gescherpt tot 0.4μ/mm micrograin finish. De kogellagerzitting wordt met een nauwkeurigheid van 0.8μ/mm geslepen, voor een trillingvrije geleiding. Ten slotte worden het CMT-logo en het artikelnummer met behulp van een laser op elke kolf gegraveerd, zodat de gereedschappen gemakkelijk te identificeren en na te bestellen zijn.
Bovenfrezen hulp
Type frees
De beste frees voor gladde afwerking:
Positieve snijhoek (rechtsdraaiend) - Negatieve snijhoek (rechtsdraaiend) - Rechte snijkanten (rechtsdraaiend) - Positieve & negatieve snijhoek (rechtsdraaiend)
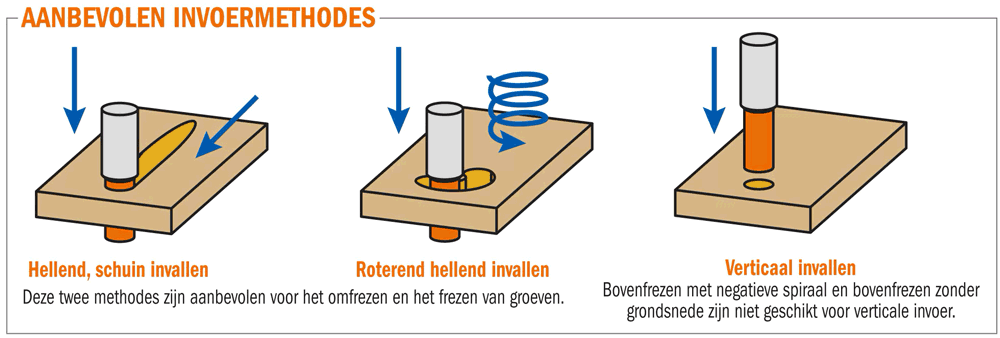
Aanbevolen invoermethodes
Roterend hellend invallen & hellend, schuin invallen: Deze twee methodes zijn aanbevolen voor het omfrezen en het frezen van groeven.
Verticaal invallen: Spiraalfrezen met positieve spiraal en bovenfrezen met een extra grondsnede zijn ook geschikt voor verticale invoer.
Verhelpen van freesproblemen
Hieronder ziet u een overzicht van mogelijke oplossingen voor problemen die kunnen optreden tijdens het frezen. Dit zijn globale richtlijnen, geen garanties voor goede resultaten: we raden aan altijd zelf met instellingen te experimenteren met uw eigen machines, op uw eigen materiaal, totdat u het gewenste resultaat heeft.
| Probleem | Verlaag | Verhoog |
|---|---|---|
| Slechte afwerking |
|
|
| Korte standtijd van de snijkanten of messen |
|
|
| Verbrande snijkanten of messen |
|
|
| Vuilophoping aan de snijkanten of messen |
|
|
| Vibraties |
|
|
| Gereedschapfalen (breuk) |
|
|